G02 G03(円弧補間、ヘリカル補間)
G02, G03 は、円や円弧の加工、ヘリカル加工などを行うのに使用します。G02 と G03 の違いは、G02 は時計方向に回るのに対し、G03 は反時計方向に回ります。
加工プログラムでは、G01 の直線補間と並んで最も頻繁に使われるGコードのひとつで、主にコーナーRやR形状の加工、ヘリカルでの穴あけ加工などに使用されます。
円弧補間の使い方|平面設定による軌道の違い
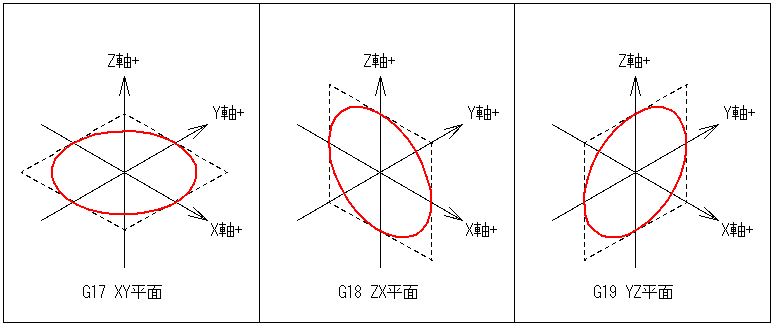
円弧補間(G02, G03)は、G17 〜 G19 で指示する平面設定によって円(円弧)の中心軸が変わるため、円や円弧の軌道が変わります。G17(XY平面)ではZ軸が円の中心軸、G18(ZX平面)ではY軸が円の中心軸、G19(YZ平面)ではX軸が円の中心軸になります。
G02 と G03 は時計回りと反時計回りという違いですが、これは円や円弧の中心軸のプラス側から見た方向となります。つまり、G17(XY平面)ではZ軸のプラス側から、G18(ZX平面)ではY軸のプラス側から、G19(YZ平面)ではX軸のプラス側から見たときに、時計回りか反時計回りかを示しています。
円弧補間の使い方|終点座標と円弧の半径で指示する方法
円弧補間(G02, G03)では、円弧の終点座標と円弧の半径を指示する方法と、円弧の終点座標と円弧の中心座標を指示する2つの方法があります。まずは終点座標と円弧の大きさを指示する方法を見ていきます。
上述したように、G17 〜 G19 の平面設定によって円弧の中心軸が異なるため、それぞれの平面設定で記述する座標軸も異なります。
- G17 G02 X_ Y_ R_ F_ ;
- G18 G02 X_ Z_ R_ F_ ;
- G19 G02 Y_ Z_ R_ F_ ;
G17 〜 G19 はモーダルなGコードなので、既に設定されていれば省略可能です。G02 の部分を G03 に変えることで反時計回りに変更できます。
G02, G03 は、設定が変更されるまで有効なモーダルなGコードになります。設定の変更は、同じ「グループ01」のGコードである G00, G01, G02, G03 などのGコードが読み込まれると変更されます。なので、連続して円弧補間を行いたい場合は、以下のように最初のブロックだけ G02(G03)を記述し、その後のブロックでは G02(G03) を省略することができます。もちろん省略しなくても動きます。
X, Y, Z は座標軸を表し、_ には終点座標値を入力します。R は円弧の半径で、_ にmm(ミリ)単位で入力します(R5.5 とした場合は 5.5mm の半径となる)。F は送り速度の指令で、1分間に何mm の速度(mm / min)で移動するのかを、_ に記述します(F600 なら1分間に600 mm の速度で移動します)。
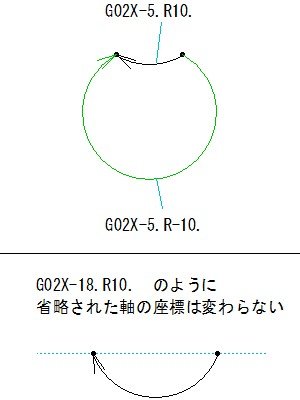
X, Y, Z は、2つの内どちらか一方は省略可能ですが、両方を省略することはできません。省略した座標値は、現在工具がある位置と同じ座標値として解釈されます。
R は省略できません。R はプラスの値(R10. など)を入力すると、角度180°以下の円弧になり、マイナスの値(R-10. など)を入力すると角度180°以上の円弧になります。
F は省略可能で、省略した場合は既に設定されている送り速度(以前に入力された速度)で移動します。ただし、電源を入れた直後など、送り速度が設定されていない(送り速度 0)場合には移動が行われずアラームが出たりします。
円弧補間の使い方|終点座標と円弧の中心座標で指示する方法
円弧の半径で指示する方法と同じく、G17 〜 G19 の平面設定によって円弧の中心軸が異なるため、記述する座標軸も異なります。
- G17 G02 X_ Y_ I_ J_ F_ ;
- G18 G02 X_ Z_ I_ K_ F_ ;
- G19 G02 Y_ Z_ J_ K_ F_ ;
I, J, K の記述以外は、円弧の半径で指示する方法と同じなので省略します。
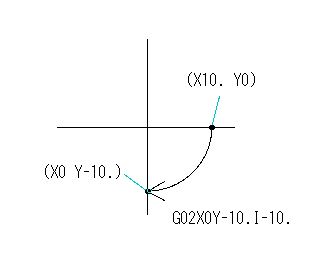
I, J, K は、それぞれ X軸、Y軸、Z軸に対応しており、円弧の中心座標をインクレメンタル指令で記述します。インクレメンタル指令とは、現在の工具位置を X0 Y0 として指令する方法で、この場合は円弧の始点(現在の工具位置)を X0 Y0 とした円弧の中心座標となります。
I, J, K は、2つの内どちらか一方は省略可能ですが、両方を省略することはできません。省略した座標値は 0 として解釈されます。また、平面設定によって円弧の中心軸となっている軸に対応する方向の値は記述しません。例えば、G17(XY平面)での円弧の中心軸はZ軸なので、それに対応する K の値は必要ありません(オプションで使用することはありますが、通常の円弧補間では使いません)。
例えば、現在位置(円弧の始点座標)が「X10. Y0」で、円弧の終点座標を「X0 Y-10.」、円弧の中心座標を「X0 Y0」として、時計回りに円弧を描きたい場合は、「G02 X0 Y-10. I-10.」となります。
円弧ではなく、全円(1周する円)を描きたい場合は、円弧の終点座標を省略して、円弧の中心座標のみを記述します。例えば、現在位置から X-20. の位置を円弧中心として、半径20.の円を反時計回りに描きたい場合は「G03 I-20.」とします。
円弧補間の注意点
円弧の半径を指示する方法では、R の大きさは、円弧の始点から終点までの直線距離(ここでは L とします)の半分の長さ以上である必要があります(R ≧ L / 2)。これは言葉を変えれば、円弧の始点から終点までの直線距離 L は、円弧の直径以下である必要があるということです(2R ≧ L)。
全円を描きたい場合は、I, J, K を使用した円弧の中心座標を指示する方法を用います。円弧の半径 R で指示する方法では、始点と終点が同じ円は無数に描くことができてしまうため、何の移動も起こらずに次のブロックに移るか、アラームが出て止まることになります。
円弧の半径を指示する方法は、基本的には円弧の中心位置の計算において誤差が生じる場合があります。したがって、正確な円の中心が必要な場合は、I, J, K を用いた円弧の中心座標で指示する方法を使用します。
ヘリカル補間の使い方
ヘリカル補間とは、円弧補間を行いながら円弧の中心軸と平行な方向に切り込んでいき、螺旋軌道を描くものです。使い方は、基本的には上述した円弧補間と同じで、記述の仕方は円弧補間に円弧の中心軸方向の座標を追加するだけです。
- G17 G02 X_ Y_ Z_ R_ F_ ;
- G18 G02 X_ Z_ Y_ R_ F_ ;
- G19 G02 Y_ Z_ X_ R_ F_ ;
- G17 G02 X_ Y_ Z_ I_ J_ F_ ;
- G18 G02 X_ Z_ Y_ I_ K_ F_ ;
- G19 G02 Y_ Z_ X_ J_ K_ F_ ;
| コード | 機能 | グループ |
|---|---|---|
| G00 | 位置決め(早送り) | 01 |
| G01 | 直線補間 | |
| G02, G03 | 円弧補間、ヘリカル補間 | |
| G04 | ドウェル | 00 |
| G08 | 高精度制御(先行制御) | |
| G09 | イグザクトストップ | |
| G10 | データ設定 | |
| G17, G18, G19 | 平面指定 | 02 |
| G27 | 原点復帰チェック | 00 |
| G28 | 機械原点復帰 | |
| G30 | 第2原点復帰 | |
| G31 | スキップ機能 | |
| G40, G41, G42 | 工具径補正 | 07 |
| G43, G44, G49 | 工具長補正 | 08 |
| G52 | ローカル座標系設定 | 00 |
| G53 | 機械座標系設定 | |
| G54 〜 G59 | ワーク座標系選択 | 12 |
| G60 | 一方向位置決め | 00 |
| G61 | イグザクトストップモード | 13 |
| G62 | 自動コーナオーバライド | |
| G63 | タッピングモード | |
| G64 | 切削モード | |
| G65, G66, G67 | マクロ呼び出し | G65 = 00 G66, G67 = 14 |
| G68, G69 | 座標回転 | 16 |
| G90, G91 | アブソリュート指令、インクレメンタル指令 | 03 |
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編