刃先R補正
工具の強度を上げたり、面粗さを向上させるために工具の先端には丸みがついており、この丸みは刃先RやノーズRと呼ばれます。この刃先Rに対して、X軸とZ軸に平行な接線を引いた時の交点を仮想刃先点と呼び、プログラムでの座標値はこの仮想刃先点の位置となります。
外径加工や内径加工、端面加工など、X軸、またはZ軸に対して平行に移動する加工では、仮想刃先点と実際の加工点が同一線上にあるので、正確に仕上げることが可能ですが、テーパやR加工などは刃先R分の削り残しが発生してしまいます。
このような切り残しの発生を防ぐために、NC旋盤では刃先R補正という機能がついています。刃先R補正のGコードはG41とG42の2種類があり、G41は進行方向の左側にオフセットし、G42は進行方向の右側にオフセットします。G40で刃先R補正をキャンセルできます。
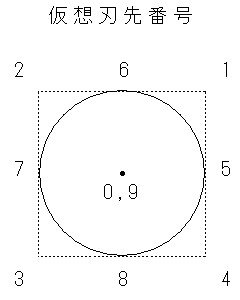
仮想刃先点番号
刃先R補正は、使用する前に工具オフセット画面で、刃先Rの大きさと仮想刃先点番号を設定する必要があります。仮想刃先点番号は下図の位置になり、一般的に外径加工では3番を使用し、内径加工では2番を使用することになります。
NC旋盤メニュー
お知らせ
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編