トロコイド NCマクロ
- トロコイド加工を行うマクロです。
- 常にダウンカットで加工します。
- メインのプログラムに「G65P_A_B_C_I_J_X_Y_Z_K_F_」を追加するだけで、引数の値を変更することで様々な条件に対応できます。
※このプログラムでは平方根(SQRT)を使用しています。
マクロ % O1008(TROCHOID) (A=KAKOU HABA) (D=TOOL CYOKKEI) (I=X START POSITION) (J=Y START POSITION) (X=X END POSITION) (Y=Y END POSITION) (Z=Z POSITION) (K=KIRIKOMI RYOU) (F=OKURI SOKUDO) (---VARIABLE CHECK---) IF[#1LE0]GOTO999 IF[#7GE#1]GOTO999 IF[#6LE0]GOTO999 IF[#9LE0]GOTO999 IF[#4EQ#0]GOTO999 IF[#5EQ#0]GOTO999 IF[#24EQ#0]GOTO999 IF[#25EQ#0]GOTO999 IF[#26EQ#0]GOTO999 (---VARIABLE DEFINITION---) #27=[#1-#7]/2(R) #28=#24-#4(LX) #29=#25-#5(LY) #30=SQRT[#28*#28+#29*#29](L) #31=#28/#30(X/L) #32=#29/#30(Y/L) #11=#27*#32(RX) #12=0-#27*#31(RY) #10=0 (---START---) G17 G90G00Z50. X#4Y#5 Z30. G01Z1.F1000 Z#26F500 WHILE[#10LT#30]DO1 G01X[#11+#10*#31+#4] Y[#12+#10*#32+#5]F#9 G03X[0-#11+#10*#31+#4] Y[0-#12+#10*#32+#5]I-#11J-#12 G01X[#11+#10*#31+#4] Y[#12+#10*#32+#5] #10=#10+#6 END1 G01X[#11+#24] Y[#12+#25]F#9 G03X[0-#11+#24] Y[0-#12+#25]I-#11J-#12 G01X#24Y#25 Z1.F1000 G00Z50. M99 N999(VARIABLE ERROR) M02 %
メインプログラム例 % O108(SAMPLE MAIN TROCHOID) #101=20.(KAKOU HABA) #107=16.(TOOL CYOKKEI) #104=0(X START POSITION) #105=0(Y START POSITION) #124=50.(X END POSITION) #125=50.(Y END POSITION) #126=-10.(Z POSITION) #106=0.1(KIRIKOMI RYOU) #109=1000(OKURI SOKUDO) G17 G90 G00G54X0Y0 G43Z50.H1 M3S4000 M8 G65P1008A#101D#107I#104J#105 X#124Y#125Z#126K#106F#109 M9 M5 G91G28Z0 M02 %
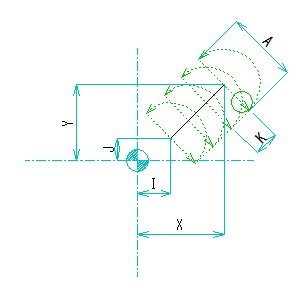
引数
- A …加工幅
- D …工具直径
- I …X開始座標
- J …Y開始座標
- X …X終了座標
- Y …Y終了座標
- Z …Z軸加工位置
- K …切込量
- F …送り速度
NCマクロ一覧
| 刻印 |
|---|
| 記号刻印 |
| 数字刻印 |
| 英字刻印 |
| 芯出しプログラム |
| 3点で円の芯出し |
| 丸穴 |
| 穴あけヘリカル |
| 穴仕上げ |
| 穴あけドリルサイクル |
| 穴あけノンステップ |
| ヘリカルステップ |
| 丸穴チョッピング |
| 丸穴ジグ研削 |
| 長穴 |
| 長穴ヘリカル |
| 長穴仕上げ |
| 長穴チョッピング |
| 角穴 |
| 四角穴 |
| ねじ |
| めねじヘリカル1ピッチ |
| めねじヘリカル2ピッチ |
| おねじヘリカル1ピッチ |
| めねじヘリカル 単玉工具用 |
| おねじヘリカル 単玉工具用 |
| 丸外周 |
| 丸外周ヘリカル |
| 丸外周仕上げ |
| 角外周 |
| 四角外周 コーナーR |
| その他 |
| 四つ角 C面 |
| トロコイド |
| 複合マクロ |
| 円 内外周+面取り |
| 長円 内外周+面取り |
| 四角 内外周+面取り |
| 直線加工+面取り |
| 円弧 内外周+面取り |
お知らせ
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編