G17, G18, G19(平面指定)
円弧補間や工具径補正、座標回転などを使用するときに、どの平面に対してその機能が働くのかを指定します。
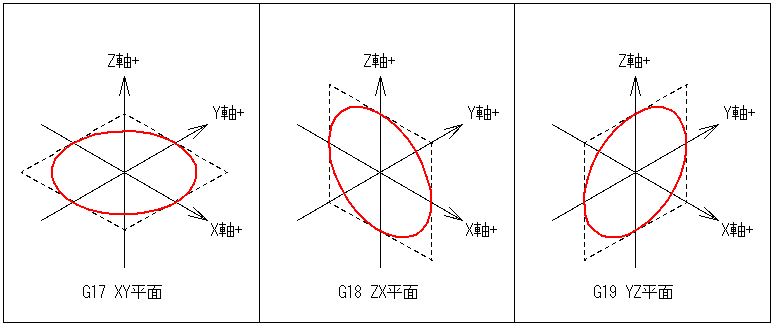
G17 は XY平面、G18 は ZX 平面、G19 は YZ 平面となります。電源投入時、立形マシニングセンターなどは G17 に設定されています。
G17, G18, G19(平面指定)の使い方
G17, G18, G19 はそれぞれ単独のブロックでも指令できますし、円弧補間(G02, G03)や工具径補正(G41, G42)、座標回転(G68)などのブロックに追加する形でも指令できます。
円弧補間や工具径補正、座標回転などの方向は、平面と垂直な軸のプラス側からマイナス側を見たときの方向となります。つまり、G17 のXY平面であればZ軸のプラス側から、G18 のZX平面であればY軸のプラス側から、G19 のYZ平面であればX軸のプラス側からマイナス側を見たときの方向となります。
G17, G18, G19(平面指定)の注意点
工具径補正モード中や座標回転モード中に平面を切り換えると、アラームが表示されます。
G00(位置決め)やG01(直線補間)で軸移動を行う場合は、平面指定による違いはありません。
Gコードの詳細一覧
| コード | 機能 | グループ |
|---|---|---|
| G00 | 位置決め(早送り) | 01 |
| G01 | 直線補間 | |
| G02, G03 | 円弧補間、ヘリカル補間 | |
| G04 | ドウェル | 00 |
| G08 | 高精度制御(先行制御) | |
| G09 | イグザクトストップ | |
| G10 | データ設定 | |
| G17, G18, G19 | 平面指定 | 02 |
| G27 | 原点復帰チェック | 00 |
| G28 | 機械原点復帰 | |
| G30 | 第2原点復帰 | |
| G31 | スキップ機能 | |
| G40, G41, G42 | 工具径補正 | 07 |
| G43, G44, G49 | 工具長補正 | 08 |
| G52 | ローカル座標系設定 | 00 |
| G53 | 機械座標系設定 | |
| G54 〜 G59 | ワーク座標系選択 | 12 |
| G60 | 一方向位置決め | 00 |
| G61 | イグザクトストップモード | 13 |
| G62 | 自動コーナオーバライド | |
| G63 | タッピングモード | |
| G64 | 切削モード | |
| G65, G66, G67 | マクロ呼び出し | G65 = 00 G66, G67 = 14 |
| G68, G69 | 座標回転 | 16 |
| G90, G91 | アブソリュート指令、インクレメンタル指令 | 03 |
お知らせ
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編