G09(イグザクトストップ)
G09 は、コーナーの精度を出すために使用します。
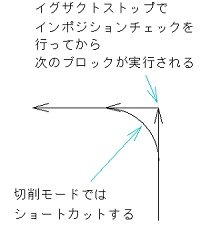
2直線が垂直に交わるようなコーナー部分では、通常は2直線の交点に到達する前に次のブロックの移動が開始されショートカットしてしまい、正確な軌道を描かないことがあります。コーナー精度を出すためには、G09 を使うことで、インポジションと呼ばれるコーナー領域に入ったことが確認されるまで、次の動作が行われないようにすることができます。
G01(直線補間)で製品のコーナーを鋭角なエッジにしたいときなどに使用します。
G09(イグザクトストップ)の使い方
G09 は、G01(直線補間)、G02, G03(円弧補間)などの切削送りで有効です。
ワンショットなGコードで、指令したブロックのみで有効なので、G01,G02, G03 などと同一のブロックに G09 を追加して記述します(「G09 G01 X_ Y_ Z_ F_ ;」など)。
G09(イグザクトストップ)の注意点
インポジション幅は、設備のパラメータ設定で変更できますが、比較的最近の設備では、プログラム内で設定できることもあります。
G09 はワンショットなGコードですが、G61 はモーダルなGコードで、同じ機能を実現できます。
Gコードの詳細一覧
| コード | 機能 | グループ |
|---|---|---|
| G00 | 位置決め(早送り) | 01 |
| G01 | 直線補間 | |
| G02, G03 | 円弧補間、ヘリカル補間 | |
| G04 | ドウェル | 00 |
| G08 | 高精度制御(先行制御) | |
| G09 | イグザクトストップ | |
| G10 | データ設定 | |
| G17, G18, G19 | 平面指定 | 02 |
| G27 | 原点復帰チェック | 00 |
| G28 | 機械原点復帰 | |
| G30 | 第2原点復帰 | |
| G31 | スキップ機能 | |
| G40, G41, G42 | 工具径補正 | 07 |
| G43, G44, G49 | 工具長補正 | 08 |
| G52 | ローカル座標系設定 | 00 |
| G53 | 機械座標系設定 | |
| G54 〜 G59 | ワーク座標系選択 | 12 |
| G60 | 一方向位置決め | 00 |
| G61 | イグザクトストップモード | 13 |
| G62 | 自動コーナオーバライド | |
| G63 | タッピングモード | |
| G64 | 切削モード | |
| G65, G66, G67 | マクロ呼び出し | G65 = 00 G66, G67 = 14 |
| G68, G69 | 座標回転 | 16 |
| G90, G91 | アブソリュート指令、インクレメンタル指令 | 03 |
お知らせ
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編