G00(位置決め、早送り)
G00 は、早送り速度で工具を移動させるのに使用します。
使用場面は主に3つあり、加工開始前に工具をワークに近づけるとき、加工終了後に工具をワークから遠ざけるとき(原点復帰)、加工中に工具がワークに接触していないときに工具を移動させるときとなります。
G00(位置決め、早送り)の使い方
「G00 X_ Y_ Z_ ; 」の形で記述し、X, Y, Z は座標軸を表し、_ には終点座標値を入力します。
各座標軸は省略可能で、例えば「G00 X20.」とした場合にはX軸だけが20.の位置に移動します。
G00 は、設定が変更されるまで有効なモーダルなGコードになります。設定の変更は、同じ「グループ01」のGコードである G01,G02,G03 などのGコードが読み込まれると変更されます。なので、連続して早送りを行いたい場合は、以下のように最初のブロックだけ G00 を記述し、その後のブロックでは G00 を省略することができます。もちろん省略しなくても動きます。
G00 X50. ; Y50. ; X-20. ; ←ここまで G00 が有効 G01 Z-1. ; ←ここで G01 に変更
また、座標値をすべて省略し、G00 のみの記述でも、G00 が設定されます。
(この記述でも上のプログラムと同じ動きをします) G00 ; X50. ; Y50. ; X-20. ; G01 Z-1. ;
早送りの速度は、設備の機種にもよりますが、通常は操作パネルに早送りオーバーライドスイッチがありますので、そこで調整できます。
G00(位置決め、早送り)の注意点
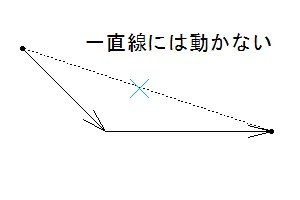
G00 で2軸以上を同時に指令した場合、工具経路は現在位置と終了位置を結ぶ直線にならないことがあります。これは、早送りでは各軸が設定された速度で独立して動くため、各軸の移動量が違う場合は、移動量の短い軸が先に移動を終了し、移動量が長い軸の残りの移動はその後に行われるためです。
また、X軸の移動後にY軸を移動させる場合などは、X軸の移動が完了する前にY軸の移動が始まることがあります。つまり、ショートカットするわけです。
これらの理由から、G00 は製品に近すぎるところでは使用しないようにすることと、2軸以上を同時に動かす場合は、工具経路上に障害物がない場合にのみ使用したり、製品に近いところでは1軸ずつ動かしたりすることをおすすめします。
| コード | 機能 | グループ |
|---|---|---|
| G00 | 位置決め(早送り) | 01 |
| G01 | 直線補間 | |
| G02, G03 | 円弧補間、ヘリカル補間 | |
| G04 | ドウェル | 00 |
| G08 | 高精度制御(先行制御) | |
| G09 | イグザクトストップ | |
| G10 | データ設定 | |
| G17, G18, G19 | 平面指定 | 02 |
| G27 | 原点復帰チェック | 00 |
| G28 | 機械原点復帰 | |
| G30 | 第2原点復帰 | |
| G31 | スキップ機能 | |
| G40, G41, G42 | 工具径補正 | 07 |
| G43, G44, G49 | 工具長補正 | 08 |
| G52 | ローカル座標系設定 | 00 |
| G53 | 機械座標系設定 | |
| G54 〜 G59 | ワーク座標系選択 | 12 |
| G60 | 一方向位置決め | 00 |
| G61 | イグザクトストップモード | 13 |
| G62 | 自動コーナオーバライド | |
| G63 | タッピングモード | |
| G64 | 切削モード | |
| G65, G66, G67 | マクロ呼び出し | G65 = 00 G66, G67 = 14 |
| G68, G69 | 座標回転 | 16 |
| G90, G91 | アブソリュート指令、インクレメンタル指令 | 03 |
- 当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
→ NCプログラムの教科書 - 上級編も作成しました。
→ NCプログラム上級編