NC旋盤の特徴と機能
NC旋盤は、従来の汎用旋盤で手動で行っていた送り操作や工具交換などを、NC装置によって自動化させたものとなります。従って、作業者の違いよる仕上がりのムラが少なく、同じものを同じ品質で加工することができます。また、作業者が機械につきっきりになることが少なくなるので、ひとりで数台の機械を担当しても稼働率が落ちず、生産性の向上を図ることができます。
NC旋盤の構成要素
NC旋盤の基本的な機械構成は汎用旋盤と変わりませんが、自動化や省人化のための工夫が各箇所に成されています。
主軸台
フライス盤やマシニングセンタでは、主軸というと一般的には工具を回転させる軸のことをいいますが、旋盤では工作物を回転させる軸となります。通常は主軸にチャックを取り付け、チャックによって工作物を固定し回転させます。チャックにはコレットチャック、3つ爪、4つ爪チャック、専用の特殊チャックなど用途によって様々なチャックがあります。また、油圧や空圧などを利用して、NC装置よって自動的にチャックの開閉を行うこともできます。
汎用旋盤と大きく異なる点は、NC旋盤では主軸にポジションコーダと呼ばれる位置検出器がついていることです。汎用旋盤では手動でギアを変えることで、主軸の回転数を変えていましたが、ポジションコーダによってNC装置から主軸の回転数を制御することができます。
心押台
汎用旋盤と同じく、長尺物の加工などの際に端面を支持する機能があります。NC旋盤ではサーボモータが取り付けられており、NC装置からの指示で自動で移動させることができます。
刃物台
工具を取り付ける装置で、NC旋盤では複数の工具を取り付け、加工内容に応じて自動で工具交換を行うことができます。通常のNC旋盤ではドラムタイプタレットと呼ばれる刃物台が一般的に使用されています。複合旋盤では旋削工具の他に、回転工具が取り付けられる刃物台が設置されています。
制御盤
回転速度や送り速度を制御するための基盤やリレー類などが収められている場所です。ここにコンピュータが組み込まれており、複雑な指令を制御できるようになっています。
操作盤
機械の運転のためのスイッチや、プログラムの入力、編集、機械の状態を確認するためのディスプレイなどが収められています。
NC旋盤の特徴
NC旋盤のプログラミングはマシニングセンタなどのプログラムと基本的なところは変わりませんが、座標軸と送り速度がやや異なりますので解説します。
座標軸
通常の旋盤では工具にバイトを使用しますので、上下方向の移動はありません。X軸とZ軸の2軸が基本の移動軸となり、主軸の回転軸に対し平行な横方向の移動がZ軸、前後方向がX軸となります。また、Y軸や回転軸を追加した設備などもあり、これらは複合旋盤、またはターニングセンタと呼ばれます。
送り速度
マシニングセンタなどの通常の加工では、送り速度の単位は毎分送り(mm/min)となっていますが、旋盤の送り速度は毎回転送り(mm/rev)となります。これは主軸が1回転する間に進む距離となります。
旋盤では電源投入時に毎回転送りとなっていますが、G98で毎分送りとすることもできます。毎回転送りに戻す場合はG99となります。
NC旋盤でよく使用されるGコード
ここでは旋盤でよく使用するGコードについて解説しています。ただし、Gコードは制御装置によって異なりますので、注意してください。
| コード | 機能 |
|---|---|
| G00 | 位置決め/早送り |
| G01 | 直線補間 |
| G02 | 円弧補間CW(時計回り) |
| G03 | 円弧補間CWW(反時計回り) |
| G04 | ドウェル |
| G40 | 刃先R補正キャンセル |
| G41 | 刃先R補正 左 |
| G42 | 刃先R補正 右 |
| G50 | 主軸最高回転速度クランプ |
| G96 | 周速一定制御 |
| G97 | 主軸回転速度一定制御 |
G00
位置決めです。早送りで軸を動かしたい場合に使用します。「G00 X_ Z_」の形で記述します。
G01
直線補間です。設定した送り速度で軸を動かしたい場合に使用します。「G01 X_ Z_ F_」の形で記述され、各軸と送り速度はそれぞれ省略可能です。送り速度を省略した場合は、既に設定されている送り速度で移動します。
G02
時計回りの円弧補間です。円弧補間には、円弧のRを指定する方法と、円弧の中心を指定する方法の2種類があります。
Rで指定する場合には「G02 X_ Z_ R_ F_」の形で記述され、各座標と送り速度は省略可能ですが、Rは省略できません。円弧の移動角度が180°以上の場合はRの数値をマイナスで指定します(R-10.など)。
円弧中心で指定する場合には「G02 X_ Z_ I_ K_ F_」の形で記述され、I, Kはインクレメンタル指令(現在の工具位置からの座標)での円弧中心座標になり、それぞれX軸、Z軸に対応しています。各座標と送り速度は省略可能です。
G03
反時計回りの円弧補間です。使用方法はG02と同じになります。
G04
設定した時間だけプログラムを休止させるドウェルです。「G04 P_」または「G04 X_」の形で記述され、「P」では単位はミリ秒となり、「G04 P1000」とした場合、1000ミリ秒、つまり1秒間の休止になります。「X」では単位は秒となり、「G04 X1.」では1秒間の休止になります。ただし、小数点を付けずに「G04 X1」とした場合の単位はミリ秒となります。
G40
G41、G42の刃先R補正をキャンセルします。
G41
刃先R補正左になります。工具の刃先Rを考慮した座標分を、進行方向の左側に工具軌道をずらします。
刃先にRがついていない工具であれば使用する必要はありませんが、工具の先端にRがついていると、R分が逃げた状態での加工となり、削り残しが発生してしまいます。計算やCADで座標値を算出することも可能ですが、この刃先R補正機能を使用すると簡単にプログラミングできます。
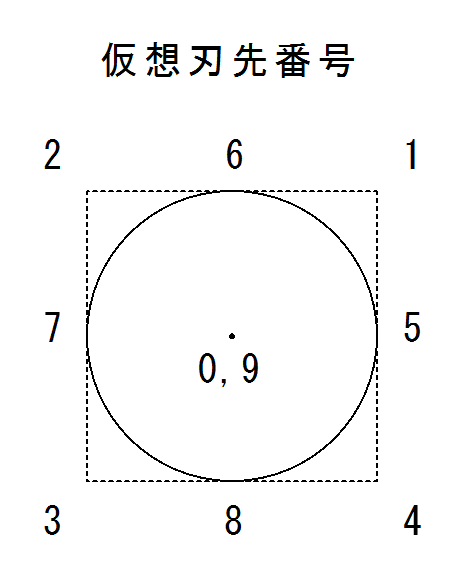
刃先R補正機能を使用するには、刃先R補正量と仮想刃先番号を機械に入力する必要があります。入力方法は工具オフセット画面で直接手入力する方法と、プログラム内でシステム変数に入力する方法があります。システム変数を使用する場合は制御装置によって異なる場合がありますので、取扱説明書を参照してください。
仮想刃先番号は下図のようになっています。工具の方向に合わせて、仮想刃先番号を設定します。
G42
刃先R補正右になります。工具の刃先Rを考慮した座標分を、進行方向の右側に工具軌道をずらします。
G50
主軸最高回転速度クランプです。「G50 S_」で指定した回転数より上がらないようにします。G96の周速一定制御などを使用したときに、設定ミスなどで回転数が速くなり過ぎないようにする場合などに使用します。
G96
ワークの周速が一定になるように制御します。「G96 S_」で指定した周速度で回ります。
G97
主軸の回転速度が一定になるように指定します。「G97 S_」で指定した回転数で回ります。
NC旋盤メニュー
当サイトのPDF版を作成しました。教育資料やリファレンスとして使用して頂ければと思います。
上級編も作成しました。